10年机械行业经验 外壳就要固而美
专注小型电子电力精密金属外壳

- 扫一扫打开视频号

- 扫一扫打开抖音




所属系列:公司动态发布时间:2019-11-19
新闻标题:常用的数控切割都有哪些方式?

现在工厂加工镀锌板、铝板等其他材料过程中会用到很多的数控切割设备,常用的数控切割方式都有哪些呢?今天给大家普及一下。
按切割分类来讲
工业中常用切割方式为激光切割、等离子切割与火焰切割。
而他们的主要优缺点也是非常明显的,其中激光切割为效率最快,切割精度最高,切割厚度一般较小;等离子切割速度也很快,切割面有一定的斜度;火焰切割针对于厚度较大的碳钢材质。
一、激光切割
激光切割还可分为激光汽化切割、激光熔化切割、激光氧气切割和激光划片与控制断裂四类。
激光切割的原理
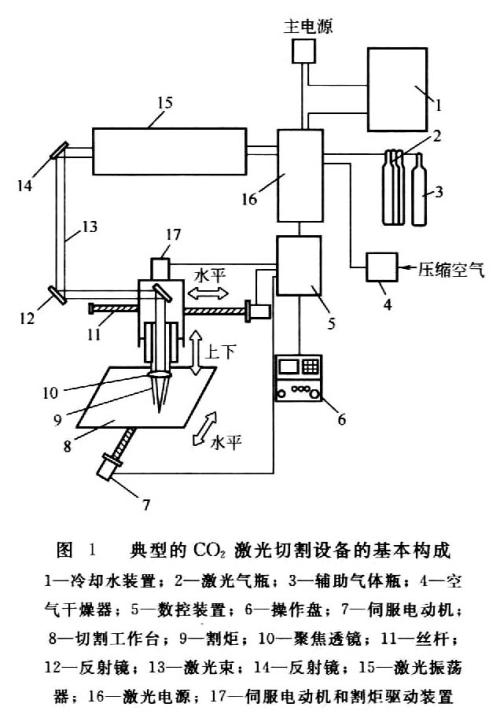
利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。
1)激光汽化切割
利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。
激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
2)激光熔化切割
激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体(Ar、He、N等),依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
3)激光氧气切割
激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
4)激光划片与控制断裂
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。
控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。
激光切割的原理见下图。
激光切割优点:
速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄切口没有机械应力,无剪切毛 刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时 。
激光可切割的材料很多,包 括有机玻璃、木板、塑料等非金属板材,以及不锈钢、碳钢、合金钢、铝板等多种金属材料。
切割品质:倾角优秀、受热影响的区域小。基本无熔渣在最窄弯度条件下可达到良好至优秀的精细切割效果。
生产能力:割炬可快速脱开,提高了生产效率、切割厚度低于6mm的的金属材料时速度极快,金属越厚,速度越慢、金属越厚,穿孔时间越长。一般激光切割运用在非金属切割金属方面只有高精密的会使用激光切割。
运行成本:由于切割较厚材料时电力、气体的消耗、维护成本高以及切割速度相对低,导致单次操作的成本高。
维护方式:需要专业技术人员完成复杂的维护工作。
详情可见‘激光切割’百科词条(点击即可查看)
二、等离子切割
等离子切割方法除一般形式外,派生出的形式还有水压缩等离子切割等。最常用的方法是一般等离子切割和空气等离子切割。
1)一般切割
一般的等离子切割不用保护气,工作气体和切割气体从同一喷嘴内喷出。引弧时,喷出小气流离子气体作为电离介质;切割时,则同时喷出大气流气体以排除熔化金属。
2)空气切割
空气等离子切割一般使用压缩空气作为离子气,这种方法切割成本低,气源来源方便。压缩空气在电弧中加热、分解和电离,生成的氧气切割金属产生化学放热反应,加快切割速度。充分电离了的空气等离子体的热焓值高,因而电弧的能量大,切割速度快。
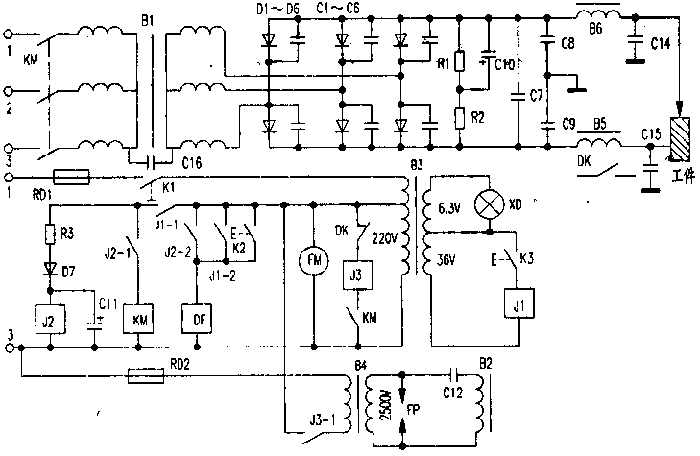
等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割原理图如下所示

详情可见‘等离子切割’百科词条(点击即可查看)
三、火焰切割
火焰切割方法还可分为割炬切割和切割机切割两种。
火焰切割(Flame Cutting)是钢板粗加工的一种常用方式。火焰切割即气切割,传统的是使用乙炔气切割,后来用丙烷,现在出现了天然气切割,并且由于天然气储量丰富、价格便宜、无污染等特性,已经成为火焰切割的首选。天然气火焰切割一般会加入天然气添加剂,生成新型火焰切割气,用该气进行火焰切割可使切割效果更好,提高了切割效率,降低了切割成本。
火焰切割原理图如下
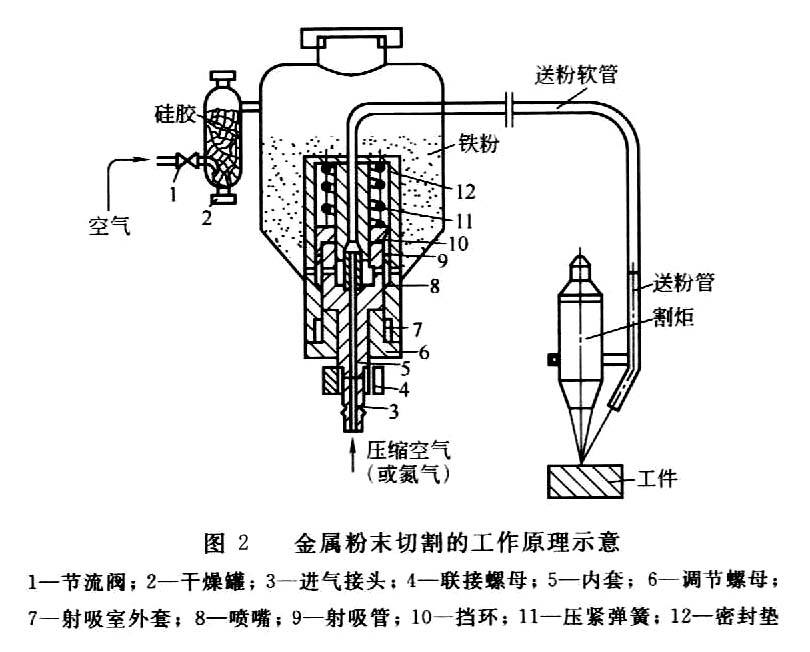

火焰切割是最老的热切割方式,其切割金属厚度从1毫米到1.2米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。
火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
火焰切割设备的成本低并且是切割厚金属板唯一经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
1)割炬切割
割炬又称火焰枪。采用的燃气不同,构造也不同。常用的是氧一乙炔火焰枪。乙炔压力为0.01~0.12MPa,氧气压力为0.50~1.0MPa。两种气体分别通过各自的通路在火焰枪内混合燃烧,喷出的火焰大小和性质可调节人工手持火焰枪进行切割,通常用于大管坯和板坯轧后的切断或用于钢材矫直后去除缺陷的补充切割。
2)切割机切割
由工作原理类似于火焰枪的切割炬、定尺机构和切缝清理装置组成。定尺机构有机械式、脉冲式和光电式,可以实现自动定尺。切缝清理装置专门清理切缝口粘附的残渣,以防影响轧制时钢材的表面质量。清理方法有用刮刀刮掉粘渣的,也有用一组高速旋转的尖角锤头打掉粘渣和毛刺的。火焰切割机多作为连铸机后钢坯的在线切割设备,切割大断面方坯、板坯及大管坯,还用来切割厚度大于50mm的成品钢板。
详情可见‘火焰切割’百科词条(点击即可查看)
山东固而美10年机械行业经验 外壳就要固而美
专业专注小型精密钣金电子外壳
样品下单直达↓(有样无样皆可!一件起做)


- 返回顶部
- 400-070-2025
- 在线咨询
- 微信二维码
